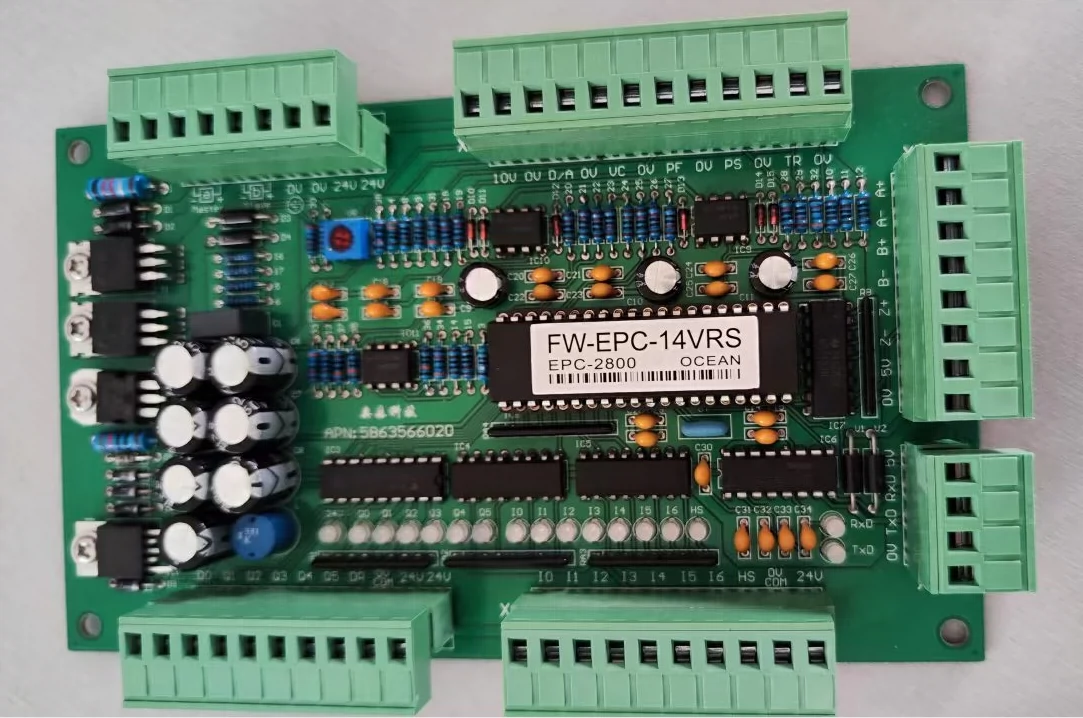
FW-EPC2800-1*VRS是奥森科技出品的一款挤压机恒速板,其功能确保挤压机在运行过程中保持恒定的挤压速度,从而提高产品品质和生产效率。行业应用已20余载。通常机器的位置与速度测量都是位移传感器磁尺或拉线编码器。那么对磁尺和编码器该如何去判断故障呢?
一、拉线编码器故障的判断与检测:
拉线编码器共有6条线,A+,A-,B+,B-,0V,5V.直接接与EPC2800恒速板X6端子排上,在编码器通电工作时测量其电压输出即可判断编码器的好坏。
将万用表的黑表笔接到其5V电源的OV上,红表笔测量A+、A-、B+、B-各相电压。
-拉线不运动时: 当A+电压为约4V(高电平),A-电压一定为0V(低电平); 反之,当A+电压为 约0V(低电平),A-电压一定为约4V(高电平)。 如果A+和A-的电压同时为约4V或同时为0V都表明编码器已损坏。B+和B-的测晕判断与A+和A-完全相同。 -拉线运动时: A+、A-、B+、B-的电压均为约2V左右,否则表明编码器已损坏。
二、位移传感器(磁尺)的判断:
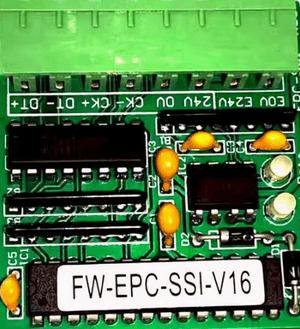
磁尺同样也是6条线,DT+,DT-,CK+,CK-,0V,+24V,由于磁尺接口为SSI同步串行接口,故此EPC2800恒速板要加装一块FW-EPC-SSI-V16的接口板与磁尺连接。如图:
当无法提供位置数据和速度时,首先检查系统参数中,编码器分辨率或磁尺分辨率设置是否正确,各挤压机生产厂家叫法不同,本文出处https://geekfa.com,原文地址
-当有位置值显示且位置值为负数时,将DT+、DT-对调即可。
-当有位置值显示但主缸运动时位置值没有变化,检查磁环滑块是否没有与主缸相连或磁尺上有其他磁铁。
-当位值显示为零时检查磁环滑块是否已脱离磁尺或磁环滑块运动到磁尺末端的死区范围内。并检查电缆有没有出现断线或短路的情况。
-当使用绝对磁尺时必须选配SSI磁尺接口卡,不允许直接连接到X6的编码器接口上。SSI磁尺接口卡上的24V电源由外部提供。 通电工作时测量磁尺的24V工作电源是否正常。
为了防止各流氓文库的采集,磁尺的判断方法为隐藏内容,积分可见!
前往查看
➽您有任何疑问可通过以下方式联系我们:本站微信小程序:《极客坊工具箱》或《蛙蛙小工具》- 我的 - 留言给我